粉体塗装

溶剤塗装
パウダーコーティングとは?
| 特 性 | 加工工程 | 加工例 |
特 性
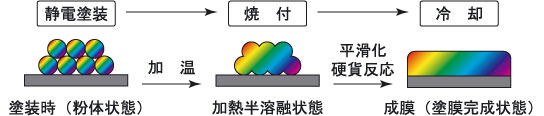
パウダーコーティングとは、粉末状の樹脂塗料を静電粉体塗装機などを用いて
被塗物の表面に塗膜を成形し、加熱により塗膜を生成する塗装方法です。
また、従来の液状塗料に比べ、一回の塗装で十分な膜厚が得る事が可能です。
| 1.パウダーコーティングは、従来の溶剤塗装に比べ厚塗りが容易です。 | |
| パウダーコーティングは、一度に十分な膜厚(40μ〜100μ)を得る事が できる為、従来の溶剤塗装に比べ防錆力が向上します。 |
|
| 2.パウダーコーティングは、衝撃に強い塗膜です。 | |
| パウダーコーティングされた塗膜は、傷が付きにくく、従来の溶剤塗装に 比べ、組み立て、取り付け時に起こりやすい衝撃によって剥離する事が 無い非常に強い塗膜です。 |
|
| 3.パウダーコーティングは、安定した仕上がりが可能です。 | |
| パウダーコーティングは、塗膜成型成分のみの為、VOC(有機溶剤) などを含まない環境にもやさしい塗装方法です。よって、溶剤塗装で 加工前に行う塗料撹拌、粘土調整等を行う必要が一切なく、それらの 付加作業不足によって起こる品質のムラが起こらないので、安定した 仕上がりが可能です。 |
|
粉体塗装
溶剤塗装
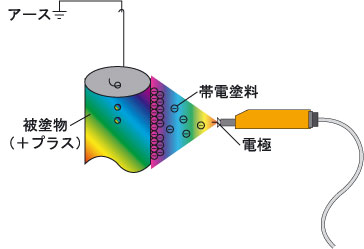
| 4.パウダーコーティングの仕組み | |
| パウダーコーティングは、高電圧発生器により高電圧を塗装ガン先端の 電極に印加し、粉体塗料に静電気を帯電させ、ワーク側にアースし、 粉体塗料をワークに付着させます。また、塗装仕様によって、吐出量、 電圧を調整します。 |
|
| 5.パウダーコーティングの代表的な試験項目 |
試験項目 試験方法 使用器具 試験条件 膜 厚 JIS K 5600-1-7 膜厚測定器 μm(ミクロン) (JIS K 5400-3-5) 5回 硬 度 JIS K 5600-4-7 三菱鉛筆(ユニ) 塗面の傷による判定 (JIS K 5400-7-6) 耐衝撃性 JIS K 5600-5-2 デュポン式衝撃試験機 φ1/2インチ500g×h ・ cm (JIS K 5400-8-3-2) 密着性 JIS K 5600-5-6 カッターナイフ
カッターガイド
セロハン密着テープ基盤目テープ法 (JIS K 5400-8-5-2) ※( )内は旧規格